
 English
English Spanish
Spanish Chinese
Chinese Canada
Canada Mexico
Mexico United Kingdom
United Kingdom





(Note - This article appeared in the December, 1991 edition of Products Finishing magazine. By Bill Yates, President, Poly Products Corp. Atwood, California.)
In the beginning, the answer to good rinsing was to simply open the valve all the way. However, with water/energy conservation and pollution control becoming more and more desirable, not to mention required, finishers are learning to turn off the faucet, save water and recover chemicals whenever possible. And good rinsing techniques not only save water, they help produce quality parts. Submerging work in a tank of running water is how most platers and others in the finishing industry rinse parts. This dilutes the finishing solution clinging to the work by the ratio of dragout plus water flow divided by dragout. Rinse ratio = (D.O. + Water)/D.O.
Example No. 1. Plated work drags one gallon of processing solution per hour into a single rinse tank that uses 99 gallons per hour of fresh water. The dilution of the dragout is 100:1. The solution in the rinse tank will be 100 times more dilute than in the process tank.
Mixing or agitating the rinse water ensures the highest dilution ratio. Work can be moved up and down, or air-agitation can be used. In barrel plating or processing, it is particularly important to "double-dip" the barrel in the rinse tank, allowing a short drain time over the tank. This exchanges the rinse water in the barrel, providing increased dilution in each rinse tank.
In example No. 1, 99 gallons per hour of water is a rather large flow rate, and a 100:1 rinse ratio is not good rinsing. A good rinse ratio for plated work is generally 5,000:1, or even 20,000:1 after chromium plating. But nobody wants to run 5,000 or 20,000 gallons per hour of water through a single rinse.
When two rinses are connected so that water flows from rinse number two to rinse number one (Figure 1), some beneficial math results. The dragout from rinse number one to rinse number two is rediluted so that the total dilution is almost the multiplication of the dilution in each rinse tank.
Notice the dramatic change in the water flow required when changing from one rinse to two or more counterflowing rinses. The greatest change takes place when adding the second rinse tank.
Looking across the 100:1 ratio line, there is a 10-time change in flow requirement from one rinse to two rinses. For a higher ratio, for example 10,000:1, the change is even greater. The flow required is one percent (100 gallons) when using two rinses.
Another interesting aspect of this table is the small change in flow requirements in the five-countflow column. When using five rinses, you need to increase from 2.3 gallons to seven gallons to change the rinse ratio from 100:1 to 20,000:1. With four or five rinses, a very small change in water flow leverages a large change in the rinse ratio.
Most existing process lines suffer from a lack of rinsing. Whenever use of adding counterflow rinse tanks is suggested, the most common complaint is that there is no room thus rinsing suffers and water flow remains high.
When there is a lack of space for extra rinses, there may be other ways of using the rinse-water stream more efficiently.
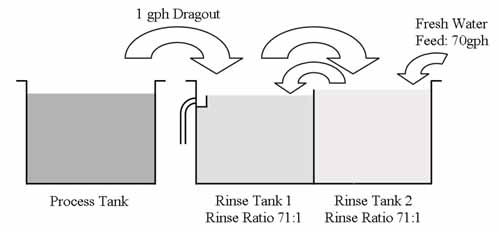
Figure 1 - Counterflowing Rinses
Example No. 2. Seventy gallons per hour counterflows from rinse number two to rinse number one. The one gallon per hour dragout is diluted 71:1 in each rinse tank; 71X71=5,041:1. (The exact answer is 4,971:1 since a small amount of dilution is lost because slightly contaminated water flows from rinse number two to rinse number one.)
Example No. 3. With three counterflow rinses using only 17 gallons per hour of water, on e gallon per hour of dragout is diluted by almost 18:1 in each rinse. 18X18X18=5832:1. (The actual ratio is 5,220:1.)
With three rinses, you use less than one-fifth the water used in example No. 1, and rinsing is 52 times better. You can also say that each additional rinse tank improves rinsing by at least 17 times in this case.
Without having to do any of the math, Table 1 shows the water requirements using one rinse or as many as five counterflowing rinses. The table provides for several dilution ratios, from 100:1 to 20,000:1.
| TABLE 1 - Water Required to Dilute One Gallon of Dragout | |||||
| Dilution Ratio | One Rinse | Number of Counterflowing Rinses | |||
| (gallons) | (gallons) | 2 | 3 | 4 | 5 |
| 100:1 | 99 | 10.0 | 4.3 | 3.0 | 2.3 |
| 1,000:1 | 999 | 31.0 | 10.0 | 5.4 | 3.8 |
| 5,000:1 | 4,999 | 70.0 | 17.0 | 8.2 | 5.3 |
| 10,000:1 | 9,999 | 100.0 | 21.0 | 10.0 | 6.1 |
| 20,000:1 | 19,999 | 141.0 | 27.0 | 12.0 | 7.0 |
| For two gallons of dragout, multiply water figures by two, for ½ gallon multiply by 0.5 etc. | |||||
- To gain more immersion rinse tanks you may be able to partition large rinse tanks into two or more smaller sections.
- Counterflowing rinses do not have to be next to each other. An unused tank in another part of the processing line can be used to increase rinsing efficiency.
- Proper racking techniques insure quick runoff and reduce the amount of dragout from the processing tank.
- When possible, dwell over the process tank to allow the work to drain more completely.
- Using a fog spray while work dwells over the process tank dilutes dragout. A well-designed fog spray can decrease the concentration by 90 percent, while recovering 90 percent of dragout. Use small amounts of fresh water in each fog spray. Using contaminated water from the first rinse tank for spraying may overspray the work and land on the floor, rack hooks and bus bars. Naturally, the total spray volume must be limited to the amount that will be evaporated from the process tank.
- Another way to improve rinsing and save water is to add a spray rinse above the last immersion rinse tank. A fresh-water spray in this location can provide all the water for the counterflowing tanks. And it rinses the work with fresh, uncontaminated water.